
Moin,
mein Anspruch an 3D-Druck beschränkt sich eher auf Servohalter, aber keine maßstäblichen Wagen in H0 oder kleiner.
Mehr als "auspacken, aufbauen, losdrucken" muss also nicht sein, damit dürfte klar umrissen sein, dass ich mit einem Hobbygerät in der 500-Euro-Klasse zufrieden bin.
Für ein zeitintensives Studium höherwertiger 3D-Software fehlt mir dank vorgerückten Alters auch die Zeit.
Was mich jedoch trotzdem ein wenig stört ("stört" ist beinahe zuviel ausgedrückt), ist, dass die mit den Druckern gebundelten Slicer eher etwas schlicht gestrickt sind:
der Drucker macht mir eine saubere Oberfläche, soweit, so gut.
Aber dann fährt er in eine (mangels besseren Wissens bezeichne ich es mal als) "Ausgangsposition" und legt mir diagonal über meinen Druck eine dünne Wurst.
An welcher Stelle muss ich ansetzen, um hier mit Bordmitteln eine Verbesserung zu erzielen?
Meine Drucker sind ansich in Ordnung, verglichen mit dem Anspruch, den ich an die Druckqualität habe.
Dass ein Bundle-Slicer wie Cura nur die Basics liefert, dürfte klar sein.
Dass ich aber nicht den Gegenwert eines PKW in die Hand nehmen kann (oder möchte), jedoch ebenso.
Gibt es ein Mittelding? Habe ich etwas übersehen?
Viele Grüße,
Oliver
P.S.: vermutlich eher zweitrangig, doch der Vollständigkeit halber:
- Anycubic i3 Mega. Er erschien mir bislang und auch heute noch als guter Kompromiss. Für LGB-Signale ist die Druckfläche zu klein. Daher:
- Anet E10: an dem ist eigentlich nur noch das Herstellerlogo original. Er hat einige Verschlimmbesserungen erfahren
- Anycubic Photon: noch kein Kommentar möglich, da erst seit einigen Wochen hier. Die ersten Drucke waren phänomenal, seitdem macht er auf Mädchen. So lange ich unsicher bin, ob es nicht vielleicht ein Layer8-Problem ist, hat er den Weg durch das Fenster noch nicht gefunden.
Ich schließe Eigenverschulden nicht aus: niemals sind die anderen Schuld, ich suche zunächst bei mir selber.
Wenn es allerdings um den Omm-Faktor geht, gerate ich an meine Grenzen 
Viele Grüße,
Oliver
 Stummis Modellbahnforum
Stummis Modellbahnforumwww.stummiforum.de
RE: Frage zur Qualität von Slicer-Software
![]() #1 von
oligluck
(
gelöscht
)
, 02.02.2020 20:19
#1 von
oligluck
(
gelöscht
)
, 02.02.2020 20:19
- oligluck
RE: Frage zur Qualität von Slicer-Software
![]() #2 von
Dölerich Hirnfiedler
, 02.02.2020 20:35
#2 von
Dölerich Hirnfiedler
, 02.02.2020 20:35
Hallo Oliver,
Über welche CURA-Version sprechen wir? Die mitgelieferten Versionen sind meist hemmungslos veraltet.
mfg
D.
Früher war mehr Lametta.
- Dölerich Hirnfiedler
- ICE-Sprinter
-
Beiträge: 5.521 Registriert am: 10.05.2005 Gleise VB Spurweite H0, Z, 0, 00, 1 Stromart AC, DC, Digital, Analog

RE: Frage zur Qualität von Slicer-Software
![]() #3 von
all_clear
, 02.02.2020 23:30
#3 von
all_clear
, 02.02.2020 23:30
Hallo Oliver,
ich (und war ich persönlich) finde Deine Anfrage etwas konfus und weiß, obwohl ich Deinen Beitrag mehrfach gelesen habe, eigentlich gar nicht genau was genau Dein Problem ist.
Du schreibst etwas von:
Zitat
Aber dann fährt er in eine (mangels besseren Wissens bezeichne ich es mal als) "Ausgangsposition" und legt mir diagonal über meinen Druck eine dünne Wurst.
Dann schriebst du etwas von drei verschiedenen Druckern, soweit ich das sehe, handelt es sich dabei um FDM-Drucker (Würstchenleger) und DLP- Drucker (Muffeldrucker).
Kannst Du nicht einfach nur eine Frage formulieren, mit welchen Drucker Du welches Problem mit welcher Software hast.
Denn mit einem FDM-Drucker arbeitet Du wahrscheinlich mit Cura und mit dem DLP-Drucker mit ChiTuBox oder?
Wenn Du eine genaue Frage zu Deinem Problem stellst, wirst Du sicher auch eine Antwort oder einen Tipp bekommen, sorry.
Freundliche Grüße, Harald
(Alles in Ordnung, deshalb all_clear)
- all_clear
- InterRegio (IR)
-
Beiträge: 223 Registriert am: 31.12.2007 Gleise K-Gleis Spurweite H0 Steuerung iTrain Stromart Digital

RE: Frage zur Qualität von Slicer-Software
![]() #4 von
oligluck
(
gelöscht
)
, 03.02.2020 01:58
#4 von
oligluck
(
gelöscht
)
, 03.02.2020 01:58
[quote="Dölerich Hirnfiedler" post_id=2071959 time=1580672148 user_id=409]
Hallo Oliver,
Über welche CURA-Version sprechen wir? Die mitgelieferten Versionen sind meist hemmungslos veraltet.
mfg
D.
[/quote]
Eine unzureichende Information meinerseits...
Die gebundelte Version von Cura (auf SD-Karte) habe ich ignoriert, sondern von der Hersteller-Homepage heruntergeladen, was zu dem Zeitpunkt als aktuell angezeigt wurde. Aktuell handelt es sich um Cura 4.4.0 auf einer Windows7-Maschine (mein Alter) und auf einem neuen Windows10-Rechner. Ich hielt beide nicht für ursächlich, kann mich jedoch täuschen.
"all_clear": ignoriere gern den beiläufig erwähnten Resindrucker, er hat mit meinem "Problem" nichts zu tun.
Danke für die Zeit, die ihr verwendet habt, das weiß ich zu würdigen!
Viele Grüße,
Oliver
- oligluck
RE: Frage zur Qualität von Slicer-Software
![]() #5 von
Dölerich Hirnfiedler
, 03.02.2020 07:53
#5 von
Dölerich Hirnfiedler
, 03.02.2020 07:53
Hallo Oliver,
Um einzugrenzen wo das Problem wirklich liegt, schlage ich vor diese hier mit CURA 4.4.1 erzeugte Gcode - Datei für den i3Mega mit 0,4mm Düse mit PLA probeweise zu drucken: https://dl.dropbox.com/s/7prnqqtcn1iiy6n/ai3m_grip.gcode
Erzeugt aus dieser 3mf-Datei: https://dl.dropbox.com/s/8xzqjyvh47ol7m6/ai3m_grip.3mf
Das sollte so aussehen und den von Dir bemängelten "Endstrich" nicht haben. 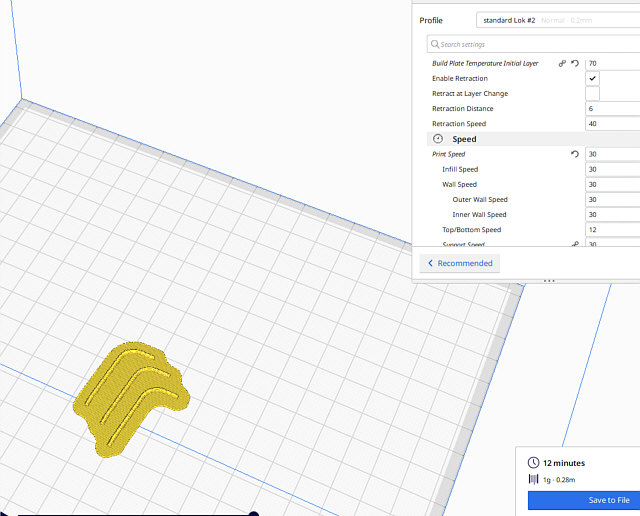
Das druckt 12 Minuten plus Aufheizzeit.
Ich halte CURA für ein sehr brauchbares Programm. Bei ~500 Parametern kann man tatsächlich konfigurieren "bis der Arzt kommt". Auch die Wegführung bei runden Objekten, die anfänglich selten optimal war, ist in den letzten Versionen ganz deutlich verbessert.
mfg
D.
Früher war mehr Lametta.
- Dölerich Hirnfiedler
- ICE-Sprinter
-
Beiträge: 5.521 Registriert am: 10.05.2005 Gleise VB Spurweite H0, Z, 0, 00, 1 Stromart AC, DC, Digital, Analog
RE: Frage zur Qualität von Slicer-Software
![]() #6 von
all_clear
, 03.02.2020 15:48
#6 von
all_clear
, 03.02.2020 15:48
Hallo Oliver,
ok, Cura - das gibt es sehr viele Einstellungen, Infos dazu kannst Du hier finden:
https://drucktipps3d.de/glossar/g-code/
und hier:
https://reprap.org/wiki/G-code.
Ich arbeite mit einem Mac unter Cura, vermute aber mal das es unter Windows ähnlich ist.
Im Menü unter Einstellungen/Drucker/Drucker Verwalten klappt ein Fenster auf mit Einstellungen, dort ist der von Dir ausgewählte Drucker angewählt.
Sollte Dein Drucker dort nicht aufgeführt sein, kannst Du ihn unter "Hinzufügen" suchen und auswählen.
Nachdem Du den Drucker ausgewählt, aktiviert und die Geräteeinstellungen angeklickt hast, siehst Du so oder ein ähnliche Fenster:
Wichtig für Dich ist wahrscheinlich das Feld "Ende G-Code"
Ich vermute mal (aber diese Angabe ist ohne Gewähr), dass im Ende G-Code etwas steht was den Drucker veranlasst quer über deinen Ausdruck etwas drüber zu legen.
Leider verfüge ich nicht über ausreichende Kenntnisse zum Thema G-Code, da mußt die ander Fragen oder im Netz suchen.
Bei Problemen die 3D-Druck betreffen suche und informiere mich auf der Seite:
https://drucktipps3d.de
Hier sind einige Spezialisten unterwegs die bei Problemen helfen.
Viel Erfolg bei der Suche nach Deinem Problem.
Freundliche Grüße, Harald
(Alles in Ordnung, deshalb all_clear)
- all_clear
- InterRegio (IR)
-
Beiträge: 223 Registriert am: 31.12.2007 Gleise K-Gleis Spurweite H0 Steuerung iTrain Stromart Digital
RE: Frage zur Qualität von Slicer-Software
![]() #7 von
Altesel
, 03.02.2020 16:28
#7 von
Altesel
, 03.02.2020 16:28
Hallo Oliver,
probier es einmal mit nachstehenden Parametern. Zu finden in den benutzerdefinierten Einstellungen. Habe ich standardmäßig eingeschaltet.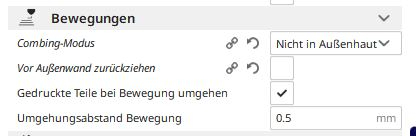
Gruß
Gerhard
- Altesel
- EuroCity (EC)
-
Beiträge: 1.221 Registriert am: 18.09.2018 Spurweite H0

RE: Frage zur Qualität von Slicer-Software
![]() #8 von
oligluck
(
gelöscht
)
, 03.02.2020 18:39
#8 von
oligluck
(
gelöscht
)
, 03.02.2020 18:39
Hallo Dölerich, Harald und Gerhard,
ich danke euch!
Ich habe mehrere Versuche gestartet, gleich mehr dazu.
Erlaubt mir bitte, Fotos dazu nachzuliefern, denn mit Bordmitteln am Schreibtisch fallen sie nur unbefriedigend aus.
Test 1: Dölerichs GCode-Datei, unverändert. Es erschien eine Trägerstruktur, die grob an die Konturen von Afrika erinnert.
auch hier erschien eine Diagonale, die natürlich bei einem Träger unerheblich ist.
Interessant jedoch: die drei Rohre ("Spazierstöcke"?) lösten sich während des weiteren Drucks.
Test 2: Wechsel des Filaments. In beiden Fällen erstmal PLA.
Mal abgesehen von der Farbe, war der Unterschied jedoch vorhanden: weißes Filament offensichtlich mit löchriger Bodenschicht,
während das andere Fabrikat recht homogen erschien.
Die Diagonale ist jedoch nach wie vor vorhanden.
Test 3: Ich habe mir mal die Originaldatei vorgenommen und mit meinen (bisherigen) Standardeinstellungen gesliced.
Als Haftung "Brim" gewählt, was natürlich den Ausdruck annähernd unbrauchbar macht, aber darum geht es hier ja nicht.
Die "halbe Haftung", die Dölerich vorgegeben hatte, war wesentlich besser durchdacht, und ich darf annehmen, dass hier allenfass ein µ bis zu einem perfekten Ergebnis gefehlt hat.
Ich habe eure Geduld bereits strapaziert, und ich werde ein paar weitere Ausdrucke machen, dabei gerne die Einstellungen variieren.
Was ich aber jetzt schon gelernt habe: es eine ziemliche Portion "Voodoo" mit im Spiel
Ob mich das stört oder vielleicht sogar beflügelt, kann ich zu diesem Zeitpunkt noch nicht sagen...
Allerdings spornen die Möglichkeiten an, die sich (mir noch nicht) ergeben.
Ungeduld ist ein schlechter Begleiter, daher werde ich versuchen, weitere Testdrucke lückenloser zu dokumentieren.
Viele Grüße,
Oliver
- oligluck
RE: Frage zur Qualität von Slicer-Software
![]() #9 von
Dölerich Hirnfiedler
, 03.02.2020 19:44
#9 von
Dölerich Hirnfiedler
, 03.02.2020 19:44
Hallo Oliver,
Die Datei habe ich gewählt, weil es eine Datei ist, von der ich weiß, dass sie hier (auf einem baugleichen Drucker) so gedruckt hat, dass es meinen Ansprüchen genügt.
Wenn also die Probleme nach wie vor auftreten, dann liegt die Ursache ziemlich sicher nicht an CURA. Ich würde in Erwägung ziehen, dass die Düse kaputt ist. China-Düsen sind vielfach schon kaputt, wenn man sie einmal ins Heatbed gefahren hat. Der Rest ist Justage.
Die Teile sind übrigens Griffstangen zu meinem STILL-Bahnsteigwagen. Ich habe sie gewählt, weil es die kleinste Datei war, die ich hier noch im Vorrat hatte und von der ich sicher weiß, dass sie eigentlich keine Probleme machen sollte.
mfg
D.
Früher war mehr Lametta.
- Dölerich Hirnfiedler
- ICE-Sprinter
-
Beiträge: 5.521 Registriert am: 10.05.2005 Gleise VB Spurweite H0, Z, 0, 00, 1 Stromart AC, DC, Digital, Analog
RE: Frage zur Qualität von Slicer-Software
![]() #10 von
all_clear
, 04.02.2020 12:23
#10 von
all_clear
, 04.02.2020 12:23
Hallo Oliver,
ich würde der Empfehlung von Dölerich folgen.
Er hat Dir eine druckfähige Datei zur Verfügung gestellt und wenn die mit Deinem Drucker nicht zum gewünschten Ergebnis kommt, würde ich das Problem beim Drucker suchen.
Bei Deiner Fehlerbeschreibung fällt mir sofort das immer wieder auftauchende Problem mit dem Leveln des Druckers ein, auch wie Dölerich geschrieben hat, die Düse könnte Probleme bereiten.
Ich hatte bei meinem Drucker auch Probleme mit der Heizung des Druckbettes, die Temperatur war 10 Grad niedriger als im Slicer vorgegeben, erst eine Korrektur brachte die richtige Haftung auf dem Druckbett. Eingestellt hatte ich 50 Grad, gemessen waren es aber nur 40 Grad und da haftete der Druck nicht richtig.
Auch das Thema mit dem Ende G-Code im G-Code könnte eine möglich Fehlerquelle sein. Ich weiß nicht, ob in der Druckdatei von Dölerich ein oder der passende End-Code mit eingebunden ist. Da kann Dölerich sicher etwas dazu sagen.
Freundliche Grüße, Harald
(Alles in Ordnung, deshalb all_clear)
- all_clear
- InterRegio (IR)
-
Beiträge: 223 Registriert am: 31.12.2007 Gleise K-Gleis Spurweite H0 Steuerung iTrain Stromart Digital
RE: Frage zur Qualität von Slicer-Software
![]() #11 von
Dölerich Hirnfiedler
, 04.02.2020 14:45
#11 von
Dölerich Hirnfiedler
, 04.02.2020 14:45
Zitat
Auch das Thema mit dem Ende G-Code im G-Code könnte eine möglich Fehlerquelle sein. Ich weiß nicht, ob in der Druckdatei von Dölerich ein oder der passende End-Code mit eingebunden ist. Da kann Dölerich sicher etwas dazu sagen.
Hallo,
Am End-GCode habe ich -soweit ich mich erinnere- nie gedreht. Das ist der Default-Code den CURA für den Drucker einsetzt.
2
3
4
5
6
7
8
9
10
11
12
M104 S0 ; turn off extruder
M140 S0 ; turn off bed
M84 ; disable motors
M107
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 ;X-20 Y-20 F{speed_travel} ;move Z up a bit and retract filament even more
G28 X0 ;Y0 ;move X/Y to min endstops, so the head is out of the way
G1 Y180 F2000
M84 ;steppers off
G90
M300 P300 S4000
Ich sehe das Problem aber - wie oben schon geschrieben- bei der Hardware des Druckers und bei der Justage. Nicht bei CURA.
mfg
D.
Früher war mehr Lametta.
- Dölerich Hirnfiedler
- ICE-Sprinter
-
Beiträge: 5.521 Registriert am: 10.05.2005 Gleise VB Spurweite H0, Z, 0, 00, 1 Stromart AC, DC, Digital, Analog
RE: Frage zur Qualität von Slicer-Software
![]() #12 von
oligluck
(
gelöscht
)
, 04.02.2020 16:31
#12 von
oligluck
(
gelöscht
)
, 04.02.2020 16:31
Hallo Dölerich und Harald,
danke zunächst für eure Geduld!
Ich stimme zu, dass da Problem sicher nicht bei Cura zu suchen ist.
Insofern war dieser Thread ja bereits in der Hinsicht erfolgreich, dass ich eine ursprünglich vermutete Fehlerquelle ausschließen konnte 
5 Düsen für 10 Euro - es dürften sicher nicht die Höchstwertigen sein, die man bei Axxxx bestellen kann und sollte.
Test mit einer neunen dieser "Wegwerfdüsen" steht noch aus.
Levelling könnte ebenso eine Ursache sein:
der i3Mega wird gelevelt, indem ich eine Quittung (Thermopapier wegen der Dicke) an 4 Ecken und in der Mitte unterlege, und das am Besten mehrfach wiederhole.
Ich halte diese Methode für etwas unbequem, aber hinreichend zuverlässig.
Trotzdem werde ich natürlich auch hier weiter probieren!
Da das Filament direkt auf der Glasplatte haftet, gibt es auch keine Höhendifferenzen - in diesem Punkt bin ich mit dem Modell absolut zufrieden!
Ich druckte bislang PLA mit irgendwas bei 60° Hotbed, hatte bislang kaum bis keine Haftungsprobleme.
Die Temperatur auf dem Hotbed entspricht auch recht genau (+/-2° der eingestellten Temperatur.
der eingestellten Temperatur.
Die Messung erfolgte mit einem Fluke-Clone (naja, eher ein Clönchen...)
Bevor ich ein paar Fotos zeige:
kann es sein, dass ich bislang auf dem falschen Dampfer fuhr?
Nicht etwa die vermutete "Home-Positionierung", sondern einfach eine rotzende Düse?
Die beiden verwendeten Drucker haben ja einen Bowden-Extruder, da wird zwangsläufig hinten nie so viel dosiert, wie vorne rauskommen soll, sondern immer etwas mehr.
Dafür würde sprechen, dass die folgenden 4 Fotos alle den gleichen Effekt aufweisen.
Zunächst Dölerichs hervorragende Vorlage, ich nenne sie mal "Afrika".
Beide gedruckt auf dem i3Mega. Weißes und rotes PLA haben eine unterschiedliche Textur, aber die diagonale Störlinie ist im Streiflicht zu erkennen:
Dann habe ich mir Gerhards (Altesel) Vorlage seines Wasserturms mit 387% skaliert, also für IIm.
Gedruckt auf dem i3Mega, diese "Spucklinien" traten erneut auf:
Zuletzt ein Vergleich zweier Drucker, auf unterschiedlichen Rechnern gesliced.
1. i3Mega, Cura 4.4, Windows7
2. Anet E12, Cura 4.3, Windows10
Der Anycubic macht wieder diese "nach hause-Linie" (unten links), der Anet indes macht überall welche 

Diese Drucke sind nur in mittlerer Qualität, um vergleichen zu können. Der finale Ausdruck soll dann - so ist der Wunsch - in feinster Auflösung geschehen. Bei meinen "Servohaltern" wäre ich natürlich mit weitaus weniger zufrieden
Weitere Tests folgen...
Viele Grüße,
Oliver
- oligluck
RE: Frage zur Qualität von Slicer-Software
![]() #13 von
Dölerich Hirnfiedler
, 04.02.2020 16:46
#13 von
Dölerich Hirnfiedler
, 04.02.2020 16:46
Zitat
5 Düsen für 10 Euro - es dürften sicher nicht die Höchstwertigen sein, die man bei Axxxx bestellen kann und sollte.
Test mit einer neunen dieser "Wegwerfdüsen" steht noch aus.
Hallo Oliver,
Da man ja ohnehin nach jedem Wechsel der Düse den Drucker neu einstellen muss, rate ich DIr zu einem Verzicht auf diesen Test. Ich habe mit Stahldüsen von Micro Swiss sehr gute Erfahrungen gemacht. Da kostet zwar eine Düse mehr als zehn Ms-Düsen in China, aber man hat auch Ruhe und ein besseres Ergebnis als mit Ms-Düsen. Die Düsen sind praktisch verschleißfrei wenn man PLA druckt. Kaputt bekommt man die nur mit metallhaltigen Filamenten. Wenn man also sowieso die Düse tauscht, kann man gleich "was richtiges" einbauen. Entgegen der offiziellen Anleitung kann man beim ANYCUBIC MEGA die Düse auch gut tauschen ohne die Verkleidungen des Hotends zu demontieren.
mfg
D.
Früher war mehr Lametta.
- Dölerich Hirnfiedler
- ICE-Sprinter
-
Beiträge: 5.521 Registriert am: 10.05.2005 Gleise VB Spurweite H0, Z, 0, 00, 1 Stromart AC, DC, Digital, Analog
RE: Frage zur Qualität von Slicer-Software
![]() #14 von
Enkelbahner
, 25.04.2020 11:51
#14 von
Enkelbahner
, 25.04.2020 11:51
Hallo Oliver,
ich weiß nicht ob das Problem noch aktuell ist, ein klares Gelöst finde ich nicht. Aber ich habe das Gleiche hier, CURA macht das bei bestimmten Druckern. Es ist mir noch kein Parameter bekannt, das zu Umgehen. Das Problem ist, das erst auf x/y Null gefahren wird und dann auf z-MAX. Ohne einen z-hop (also das leichte anheben des Kopfes zum Transport), den vergisst cura an dieser Stelle. Dabei zieht der Druckkopf je nach Position einen sauberen Strich in die gedruckte Fläche. Ich habe das mal Z-Schmisse genannt. Abhilfe gibt es z.Z. nur durch manuelles ändern des gcode-Files oder durch setzten eines "Höhenpunktes" im CAD.
Ende des Druckes gcode File CURA 4.4.1:
2
3
4
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
G0 Z120 ;move the platform all the way down
Da sich manche Leute mit dem ändern des gcodes schon den Drucker beschädigt haben, rufe ich mal zur Vorsicht auf !
Nicht alle Drucker prüfen ob der gcode ausführbar ist, sondern laufen blind los !
Nur machen wenn man weiß was man macht und sich mit G-Code auskennt sollte man hier eingreifen.
Der Rest muss auf ein Update warten.....
Grüße in die Runde
Ulli
...und immer schön Gesund bleiben !
(M)ein bisschen 3D-Druck : etwas bergisches...
- Enkelbahner
- InterRegioExpress (IRE)
-
Beiträge: 320 Registriert am: 09.04.2020
RE: Frage zur Qualität von Slicer-Software
![]() #15 von
Altesel
, 25.04.2020 12:46
#15 von
Altesel
, 25.04.2020 12:46
Hallo Ulli, Oliver
versucht es einmal mit dieser Einstellung in CURA. Bei mir hat es geholfen. Mit Z-Hop arbeite ich gar nicht.
Gruß
Gerhard
- Altesel
- EuroCity (EC)
-
Beiträge: 1.221 Registriert am: 18.09.2018 Spurweite H0
RE: Frage zur Qualität von Slicer-Software
![]() #16 von
Bodo
, 25.04.2020 12:53
#16 von
Bodo
, 25.04.2020 12:53
Hallo zusammen,
auch wenn es nur am Rande dazugehört - mit GCode-Manipulation kann man auch andere Sachen machen:
Ist ein Quader mit 30% Füllung, dem ich den oberen Teil im GCode entfernt habe. Würde man das so im CAD anlegen, würde mein Drucker nie so feine Gitter drucken  . Das Problem mit dem "Schluss-Strich" habe ich oft auch - da werde ich mich bei Gelegeheit an dieser Methode auch mal versuchen.
. Das Problem mit dem "Schluss-Strich" habe ich oft auch - da werde ich mich bei Gelegeheit an dieser Methode auch mal versuchen.
Viele Grüße, Bodo
Die Freiheit des Menschen liegt nicht darin, dass er tun kann, was er will, sondern dass er nicht tun muss, was er nicht will. (Jean-Jacques Rousseau)
Meine Anlage - Meine Dauerbaustelle
Platinen für Modellbahn- und Arduino-Anwendungen

RE: Frage zur Qualität von Slicer-Software
![]() #17 von
oligluck
(
gelöscht
)
, 25.04.2020 13:23
#17 von
oligluck
(
gelöscht
)
, 25.04.2020 13:23
Hallo Uli und Gerhard,
mit einem "gelöst" kann ich noch nicht dienen
Da mein Drucker längere Zeit für OP-Masken pausenlos in Betrieb war, hatte ich das Thema vorübergehend hintenangestellt.
Ich werde eure Tipps gerne ausprobieren, danke!
Im Moment warte ich allerdings auf neue Düsen, denn auch an denen kann es gelegen haben, ich hatte zu geizig eingekauft...
Viele Grüße,
Oliver
- oligluck
RE: Frage zur Qualität von Slicer-Software
![]() #18 von
Enkelbahner
, 25.04.2020 13:39
#18 von
Enkelbahner
, 25.04.2020 13:39
Hallo Gerhard,
habe das mal gerade in der Theorie durchgespielt, ob z-hop oder Umgehung das Ende bleibt gleich.
Die Files sind unterschiedlich lang, also macht er etwas anders. Aber das Ende naht:
ohne Umgehung:
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
G1 F1800 X60.807 Y48.369 E906.6679
;TIME_ELAPSED:1715.373425
G1 F2400 E904.6679
M107
;End GCode
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 E-5 X-20 Y-20 ;retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
G0 Z100 ;move the platform all the way down
M104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
M84 ;steppers off
G90 ;absolute positioning
M117 Done
mit Umgehung:
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
G1 F1800 X60.807 Y48.369 E906.6679
;TIME_ELAPSED:1715.373425
G1 F2400 E904.6679
M107
;End GCode
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 E-5 X-20 Y-20 ;retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
G0 Z100 ;move the platform all the way down
M104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
M84 ;steppers off
G90 ;absolute positioning
M117 Done
Es sind zwei Probleme, die man getrennt sehen muss:
1. Bewegungsstreifen mitten im Druck
hier greift dein Parameter oder z-hop.
2. Bewegungsstreifen am Ende
hier scheinen cura alle Parameter egal zu sein.
Diese Stelle ist interessant:
2
3
4
5
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 E-5 X-20 Y-20 ;retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
Sie kündigen im Kommentar den z-hop an ( before lifting the nozzle ), nur findet er nicht statt.
Der nächste gcode die z-Bewegung betreffend ist die Bewegung z-max.
Grüße in die Runde
Ulli
...und immer schön Gesund bleiben !
(M)ein bisschen 3D-Druck : etwas bergisches...
- Enkelbahner
- InterRegioExpress (IRE)
-
Beiträge: 320 Registriert am: 09.04.2020
RE: Frage zur Qualität von Slicer-Software
![]() #19 von
Enkelbahner
, 25.04.2020 15:19
#19 von
Enkelbahner
, 25.04.2020 15:19
Hallo in Runde,
was macht man nicht alles wenn man Zeit hat....
Dafür glaube ich etwas Licht in die Sache bringen zu können. CURA hat für jeden (fremd) Drucker im Setup so was wie einen ENDE-Code. Ich habe mir jetzt einige Drucker Endecodes angesehen, jeder ist irgendwie anders und doch sind sie ähnlich. Bei der Vielfalt der Druckertypen hat sich da scheinbar hier und da der kleine Fehlerteufel eingeschlichen. Bei mir wird z.B. das Heizbett ausgeschaltet, diesen Luxus gibt es für meinen Drucker nicht. Dafür fehlt der angekündigte z-hop. Bei anderen Drucken wird er gemacht. Mein Modell fährt am Ende komfortabel auf z-max, also ganz runter, andere Modelle bleiben einfach stehen.
Das heißt im Umkehrschluss, dass es Leute gibt die das Problem der Endefurche haben und manche eben nicht. Hilfe gibt es also nur, wenn ein des gcode mächtigen Kenners sich den Endcode des eigenen Druckermodells ansieht und das korrigiert. Es gibt leider nicht die Universallösung für alle.
Grüße in die Runde
Ulli
...und immer schön Gesund bleiben !
(M)ein bisschen 3D-Druck : etwas bergisches...
- Enkelbahner
- InterRegioExpress (IRE)
-
Beiträge: 320 Registriert am: 09.04.2020
RE: Frage zur Qualität von Slicer-Software
![]() #20 von
oligluck
(
gelöscht
)
, 25.04.2020 15:37
#20 von
oligluck
(
gelöscht
)
, 25.04.2020 15:37
Hallo Uli,
danke für deine Beleuchtung
Ich habe mich noch nicht mit der gcode-Bearbeitung beschäftigt, aber wenn das eine Lösung darstellt, werde ich mir das gerne ansehen.
Es gibt viele Drucke, bei denen es nicht unbedingt stört, aber doch manche, wo es störend auffällt.
Viele Grüße,
Oliver
- oligluck
RE: Frage zur Qualität von Slicer-Software
![]() #21 von
Rossi
, 25.04.2020 17:03
#21 von
Rossi
, 25.04.2020 17:03
Hallo zusammen
Wenn wir grad dabei sind über Cura zu sprechen. Ich besitze einen Robox RBX-01 3D-Drucker. Dieser ist leider in Cura nicht vorgegeben. Kann mir jemand sagen, wie ich den anzulegen habe, vermutlich unter customFFF, aber mit welchen Parametern? Ich habe schon einiges probiert, auch mit Hilfe von "Altesels" Screenshots, die aber dann wohl zu spezifisch für seinen Ultimaker sind. Düsengrösse ist 0.3mm. Allerdings muss ich in Fusion360 z.B. Fensterstege mit mindestens 0.4mm Breite anlegen, damit diese überhaupt gedruckt werden...
Übrigens ist gerade Cura V4.6 raus gekommen, nachdem bei mir 4.5 nicht funktioniert hat.
Vielen Dank und herzliche Grüsse
Rossi
H0 und N Digital, RocoLine, ECOS, Z21, IB 1, Traincontroller Gold, Tauernbahn
Mein Fred zur Tauernbahn: viewtopic.php?f=24&t=103114&p=1126282&hilit=Tauernbahn#p1126282

RE: Frage zur Qualität von Slicer-Software
![]() #22 von
Altesel
, 25.04.2020 17:51
#22 von
Altesel
, 25.04.2020 17:51
Hallo Leute,
vielleicht findet ihr hier etwas für eure Drucker.
https://github.com/Ultimaker/Cura/tree/m...ces/definitions
Gruß
Gerhard
- Altesel
- EuroCity (EC)
-
Beiträge: 1.221 Registriert am: 18.09.2018 Spurweite H0
RE: Frage zur Qualität von Slicer-Software
![]() #23 von
Rossi
, 25.04.2020 18:30
#23 von
Rossi
, 25.04.2020 18:30
Hallo Gerhard
Vielen Dank für den Link. Habe aber leider nichts gefunden für meinen Drucker. Allerdings sind das ja "nur" Textdateien, welche vermutlich mit meinen Werten gefüttert und umbenannt werden können. Da werde ich wohl mal etwas probieren.
Hast Du vielleicht auch noch eine Erklärung, warum ein Steg mit einer Breite von 0.3mm, gezeichnet in Fusion360 und geslict mit Cura mit einer Düse mit 0.3mm nicht gedruckt wird? Musst Du da auch immer grösser zeichnen als Deine Düse breite ist?
Herzliche Grüsse
Rossi
H0 und N Digital, RocoLine, ECOS, Z21, IB 1, Traincontroller Gold, Tauernbahn
Mein Fred zur Tauernbahn: viewtopic.php?f=24&t=103114&p=1126282&hilit=Tauernbahn#p1126282
RE: Frage zur Qualität von Slicer-Software
![]() #24 von
Altesel
, 25.04.2020 19:44
#24 von
Altesel
, 25.04.2020 19:44
Hallo Rossi,
die Stege meiner Henschel Kühlergitter haben konstruktiv eine Breite von 0,25mm. Nachstehend meine Druckparameter für Düse 0,25. Wenn Du bei Linienbreite ca.0,03-0,04mm kleiner als der Düsendurchmesser angibst könnte es auch bei Dir funktionieren. Bei Dir Düse 0,3mm, Linienbreite 0,26mm oder 0,27mm eintragen.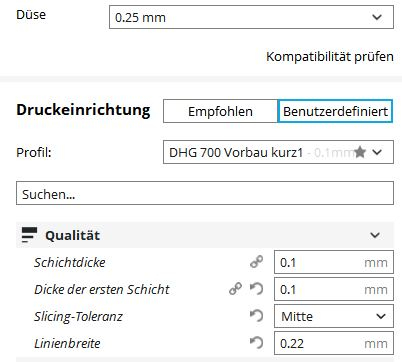
Gruß
Gerhard
- Altesel
- EuroCity (EC)
-
Beiträge: 1.221 Registriert am: 18.09.2018 Spurweite H0
RE: Frage zur Qualität von Slicer-Software
![]() #25 von
Dölerich Hirnfiedler
, 25.04.2020 19:58
#25 von
Dölerich Hirnfiedler
, 25.04.2020 19:58
Zitat
Hast Du vielleicht auch noch eine Erklärung, warum ein Steg mit einer Breite von 0.3mm, gezeichnet in Fusion360 und geslict mit Cura mit einer Düse mit 0.3mm nicht gedruckt wird? Musst Du da auch immer grösser zeichnen als Deine Düse breite ist?
Hallo,
Es kann zuweilen helfen, das Objekt um 0,05 oder 0,1mm auf der Druckplatte zu verschieben.
mfg
D.
Früher war mehr Lametta.
- Dölerich Hirnfiedler
- ICE-Sprinter
-
Beiträge: 5.521 Registriert am: 10.05.2005 Gleise VB Spurweite H0, Z, 0, 00, 1 Stromart AC, DC, Digital, Analog
-
- Ähnliche Themen
- Antworten
- Zugriffe
- Letzter Beitrag
-
- Problem gelöst (Gleisplan Software)
Erstellt im Forum Software und Hardware von Edschakind - 14
- 1631
- Letzter Beitrag von
Iscoover

01.01.2023
- Problem gelöst (Gleisplan Software)
-
- fragen zu oszilloskop software software und input
Erstellt im Forum Software und Hardware von - 9
- 929
- Letzter Beitrag von
vikr
29.06.2022
- fragen zu oszilloskop software software und input
-
- Software zu Meldegleis zur Identifikation, Besetztmeldung
Erstellt im Forum Digital von joachimkr - 29
- 3229
- Letzter Beitrag von
joachimkr
27.08.2022
- Software zu Meldegleis zur Identifikation, Besetztmeldung
-
- Zug Darstellung in Software Steuerung
Erstellt im Forum Software und Hardware von UP4001 - 6
- 747
- Letzter Beitrag von
burki1961
24.03.2022
- Zug Darstellung in Software Steuerung
-
- Märklin-Software "Gleisplanung 2D/3D" Updatemöglichkeit
Erstellt im Forum Anlagenplanung von imkermeister - 3
- 689
- Letzter Beitrag von
Tommy4758
09.11.2021
- Märklin-Software "Gleisplanung 2D/3D" Updatemöglichkeit
-
- Software Frage (Märklin)
Erstellt im Forum Software und Hardware von - 5
- 2014
- Letzter Beitrag von
Leonboy96
09.02.2011
- Software Frage (Märklin)
-
- Fragen zu der Software Rail Road 5.8 von Freiwald
Erstellt im Forum Software und Hardware von - 4
- 3026
- Letzter Beitrag von
30.10.2007
- Fragen zu der Software Rail Road 5.8 von Freiwald
